


对于制鞋企业而言,成品鞋发霉是贯穿生产、仓储、运输全链条的核心痛点 —— 尤其是外贸出口型工厂,常遇到整柜鞋子到港后开箱霉变,直接面临巨额退货、客户索赔与品牌声誉受损,即便国内仓储的批次,也常因梅雨季、回南天高湿环境出现批量霉变,造成严重的原材料与生产成本浪费。
很多工厂陷入 “发霉后返工处理→再次发霉→再返工” 的恶性循环,核心原因是只做了事后补救,未建立从原材料到终端运输的全链条防霉管控体系。结合艾浩尔深耕制鞋行业 25 年的防霉技术与落地经验,本文从应急除霉止损和全流程源头防霉两大维度,给出可直接落地的标准化方案,帮助工厂彻底解决鞋子霉变难题。
一、成品鞋发霉应急处理:标准化翻箱除霉方案,无损救回批次
已经出现霉变的成品鞋,无需直接报废,通过标准化的清洁杀菌、长效防护流程,可彻底清除霉菌并预防二次发霉,最大程度降低批次损耗。全程需在独立通风车间操作,操作人员佩戴口罩、一次性手套与护目镜,避免霉菌孢子扩散。
(一)通用预处理步骤
先将发霉鞋子转移至室外 / 通风车间,用软毛刷全面干刷鞋面、鞋缝、鞋舌、鞋跟处的浮霉与菌尸,重点清理目视不易察觉的缝线、中底、鞋腔缝隙,避免后续清洁时霉菌渗透到材质深层;同时将发霉的鞋带、鞋垫、包装纸、鞋盒全部拆除,重度发霉的辅料直接更换,轻度发霉的辅料单独做杀菌防霉处理。
(二)分材质精准除霉,杜绝伤料掉色
不同鞋面材质的除霉方式有严格区分,用错试剂会直接导致鞋面开裂、失光、掉色、绒面结块,造成不可逆损伤。
光面真皮 / 人造革皮鞋:轻度发霉直接用 iHeir-QF 皮革除霉防霉膏,用软棉布蘸取后顺着皮革纹理均匀擦拭,可同步完成霉斑清洁、杀菌与基础防霉防护,擦净后用干布收干多余膏体,阴凉处静置晾干即可;重度发霉先用 iHeir-Clean 鞋子霉菌清洁剂做深度清洁,彻底分解深层霉斑与菌渍,完全晾干后,再用除霉防霉膏做养护防护,避免皮革脱脂干裂。
翻毛 / 麂皮 / 磨砂皮 / 羊皮毛一体鞋:此类材质严禁水洗,干刷浮霉后,用毛刷蘸取 iHeir-Clean 霉菌清洁剂,顺着绒面纹理轻刷清洁,重点处理渗透型霉斑,全程控制用量避免材质结块,清洁后用 70℃热风低温烘干 3-5 分钟,彻底杀灭残留霉菌孢子,再用铜丝刷梳理恢复绒面质感,不可用酒精、白醋直接擦拭,避免掉色失光。
织物 / 网面 / 帆布鞋:干刷浮霉后,用 iHeir-Clean 清洁剂喷涂在霉斑处,静置 5 分钟用软毛刷轻刷,清水冲净后送入烘干线彻底烘干,确保面料含水率降至安全范围,不可自然阴干,避免二次滋生霉菌。
(三)长效防霉防护,杜绝二次发霉
完成除霉清洁并完全烘干的鞋子,必须做二次防霉处理,才能重新包装入库。
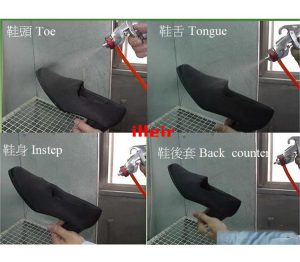
用喷枪将 iHeir-Spray 防霉抗菌剂均匀雾化喷涂在鞋子的鞋面、内里、鞋舌、鞋跟、中底全区域,喷枪距离鞋面 15-20cm,压力控制在 2.5P-3P,确保无死角覆盖,喷涂后送入 60-70℃烘干线烘干 3-5 分钟,让防霉成分在材质表面形成稳定的抑菌防护层,阻断霉菌孢子繁殖艾浩尔。
重新包装时,需更换全新的鞋盒与包装辅料,用阳离子防霉包装纸包裹鞋身,每双鞋内放入 1 包 Power Dryer 防霉干燥剂,鞋盒内放置 1 片 Power Pak 防霉除臭片,密封后再装箱,彻底阻断外界潮气与霉菌入侵广州艾浩尔防霉抗菌科技有限公司。

二、源头管控:制鞋全流程防霉体系,从根源杜绝霉变风险
“防霉管控应前置至制造环节,提前部署稳定可靠的防护方案,远比后期返工或售后赔付更具成本效益。” 制鞋行业霉菌滋生的核心是 “潮湿 + 营养源 + 霉菌孢子” 三大要素,只有从原材料入厂、生产制造、成品包装、仓储、海运全环节建立管控标准,才能彻底解决发霉问题。
(一)第一关:原材料入厂防霉管控,把好霉变源头
原材料是霉菌滋生的核心源头,80% 的成品霉变,都源于入厂时已带菌、超标的原材料,此环节管控核心是 “控湿度、做抑菌、严检测”。
核心材质湿度管控:所有鞋材入厂必须用专业湿度检测仪检测含水率,建立硬性准入标准:真皮 / PU 革含水率≤12%,木跟 / 包层皮跟含水率≤9%,鞋带 / 纺织布料 / 鞋垫含水率≤8%,超标材料必须经专业烘干设备处理,降至安全值后方可入库,受潮严重、已滋生霉菌的原材料直接拒收艾浩尔。
高风险材质专项处理:疯马油皮、油磨砂皮、反绒皮、油蜡皮等油脂重、纤维长的皮料,批量生产前需剪样做微生物检测,重点检测油脂、淀粉、脂肪酸等霉菌营养物含量与带菌量,根据检测结果提前喷涂 iHeir-Spray 防霉抗菌剂,烘干后再投入生产,从源头赋予材质自抑菌能力iHeir。

辅料与耗材防霉处理:水性胶、硬化剂、面油等耗材,需按 1%-2% 的比例添加 iHeir-JS 胶水防霉剂,搅拌均匀后使用,避免胶水固化过程中成为霉菌滋生温床;鞋带、织带等易吸潮辅料,绑带前先做防霉喷涂,完全烘干后再上线使用,交叉喷涂确保无漏喷艾浩尔。
(二)第二关:生产过程防霉管控,阻断车间带菌污染
生产过程中,人手接触、环境潮湿、半成品静置受潮、工序间交叉污染,都会引入霉菌孢子,此环节核心是 “控环境、定标准、全流程防护”。
生产车间环境管控:针车、贴合、静置车间配备温湿度监控系统与除湿设备,将环境温度控制在 22-28℃,相对湿度稳定在 60% 以下;车间地面严禁大量积水,每日下班前用稀释的防霉消毒液擦拭设备、台面与地面,每周做一次全车间空气消杀,切断霉菌传播链;操作人员必须佩戴手套、口罩,禁止徒手直接接触鞋面内里,避免汗液、污渍污染鞋材。
工序间湿度管控:贴合工序优先采用热贴合工艺,冷粘工艺必须确保胶水完全干透后再进入下一道工序;水性胶贴合的鞋材,必须经烘干线彻底烘干,杜绝 “湿料流转”;半成品静置时,需用防尘布覆盖,远离墙面与地面,避免吸收地面潮气,静置超过 24 小时的半成品,需重新做烘干处理。
成品下线防霉固化:成品鞋下线后,在包装前设置标准化防霉喷涂工位,批量生产可接入自动化喷雾机,对鞋面内外、鞋腔、鞋跟做全区域雾化防霉喷涂,经烘干线完全烘干后,再进入包装环节,确保每一双成品鞋都自带长效抑菌防护层,耐水洗、耐摩擦,防护周期可覆盖仓储与海运全流程。
(三)第三关:成品包装防霉管控,筑牢最后一道防线
包装环节是防霉防护的核心收尾,很多工厂霉变问题都出在包装防护不到位,尤其是海运出口的产品,此环节需建立 “三重防护” 标准。
第一重:鞋身防护:用艾浩尔阳离子防霉包装纸完整包裹鞋身,该包装纸通过阳离子技术主动吸附并杀灭霉菌孢子,既能隔离外界潮气,又能持续释放抑菌成分,形成第一层防护。
第二重:鞋内与鞋盒防护:每双鞋内放入 1-2 包 Power Dryer 防霉干燥剂,快速吸附鞋内潮气,将鞋内湿度稳定控制在 45% 以下;鞋盒内固定放置 1 片 Power Pak 防霉除臭片,可长效抑菌 9 个月以上,同时吸附鞋内异味,应对海运过程中的高湿环境广州艾浩尔防霉抗菌科技有限公司。

第三重:外箱防护:外箱需选用防水瓦楞纸,装箱后在外箱四角与缝隙处额外放置防霉片,用防水胶带完整密封箱体,避免海运过程中箱体受潮、霉菌渗入。
(四)第四关:仓储与海运防霉管控,应对极端高湿环境
成品仓储与跨境海运是霉变高发期,尤其是海运过程中,昼夜温差形成的 “集装箱雨”,会让集装箱内湿度骤升,导致整柜鞋子发霉,此环节核心是 “控环境、隔潮气、强防护”。
仓储标准化管理:成品鞋必须用标准化栈板存放,严格执行 “离地≥20cm、离墙≥50cm” 的堆放标准,货架间预留 1.5-2m 的通风通道,禁止直接贴地、贴墙堆放;仓库配备 24 小时温湿度监控系统,相对湿度超过 60% 时立即开启除湿设备,梅雨季每日通风除湿,每月对仓库做一次全面消杀;库存成品超过 3 个月,需开箱抽检防霉状态,更换失效的干燥剂与防霉片广州艾浩尔防霉抗菌科技有限公司。
海运集装箱专项防护:装柜前检查集装箱是否破损、漏水、有霉味,潮湿箱体必须先做干燥与消杀处理;集装箱内壁悬挂集装箱防霉干燥棒,根据航程长短调整用量,常规东南亚航线每柜悬挂 8-10 条,欧美远洋航线每柜悬挂 12-16 条,有效吸附集装箱内水汽,避免 “集装箱雨” 形成;装柜完成后立即关闭柜门,用防水胶带密封箱体缝隙,全程避免箱体淋雨受潮iHeir。
三、制鞋厂防霉管控 5 大常见误区,避坑指南
误区 1:只做成品防霉喷涂,忽略原材料湿度管控
纠正:原材料带菌、含水率超标,是霉变的核心源头,即便成品做了防霉喷涂,材质内部的霉菌依然会持续繁殖,必须建立原材料入厂检测与预处理机制。
误区 2:用普通干燥剂替代专业防霉产品
纠正:普通干燥剂只能吸附少量水汽,无抑菌杀菌能力,高湿环境下快速饱和失效,无法应对海运极端环境,必须搭配 “防霉干燥剂 + 防霉片 + 抑菌喷涂” 的组合方案。
误区 3:水性胶不做防霉处理,仅靠成品喷涂兜底
纠正:水性胶中含有大量淀粉、蛋白质等霉菌营养物,是鞋内最易滋生霉菌的区域,仅靠成品喷涂无法渗透到胶水层,必须在胶水中提前添加专用胶水防霉剂。
误区 4:发霉鞋子只做表面清洁,不做长效抑菌处理
纠正:仅擦掉表面霉斑,材质深层的霉菌孢子依然存在,遇到高湿环境会快速复发,除霉后必须做全区域防霉喷涂,形成稳定抑菌防护层,才能杜绝二次发霉。
误区 5:防霉产品随意添加,无标准化用量规范
纠正:防霉剂、防霉片的用量需根据材质、运输环境、航程长短精准调整,用量不足无法达到防霉效果,用量过多会增加不必要的成本,建议根据专业检测结果定制标准化用量方案。
对于制鞋企业而言,鞋子防霉从来不是 “一喷了之” 的简单操作,而是一套贯穿全产业链的标准化管控体系。只有摒弃 “事后补救” 的被动思维,建立从原材料到终端运输的全流程防霉管控,才能从根本上降低霉变损耗,规避外贸退货与索赔风险,同时提升产品品控标准与品牌核心竞争力。